| 线切割钼丝是线切割机床上的重要组成部分,线切割机正是通过线切割钼丝作为电极向金属工件放电从而达到熔化切割的效果。钼丝在使用变细无法继续使用以及断丝的情况下,就必须要我们上丝紧丝穿丝的操作了。线切割上丝紧丝穿丝是每一个从事线切割的朋友们必备的技能,钼丝上的好不好会直接影响到线切割效果。在今天的这篇文章中,济南速必得小编就为大家仔细讲讲线切割上丝紧丝穿丝的步骤。
线切割上丝,又名线切割绕丝,线切割上丝的过程是将线切割钼丝从私盘绕到快走丝线切割储丝桶上的过程,具体步骤如下:
1.缠丝以前,要先移开左、右行程开关;
2. 用摇把将丝筒逆时针旋转至左侧极限位置。(将其移到行程左端或右端极限位置目的是将线切割钼丝上满,如果不需要上满,则需与极限位置有一段距离);
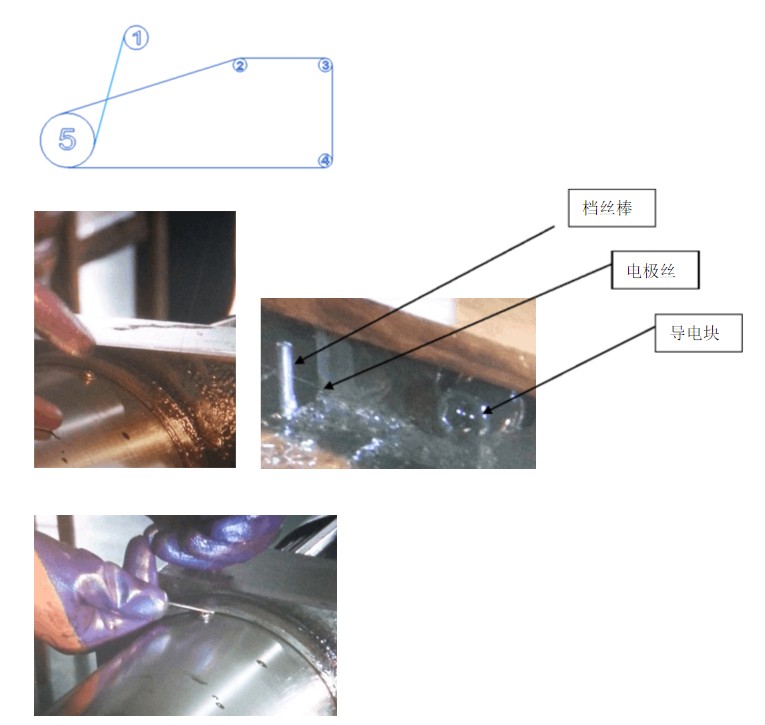
3.将丝盘1放置于缠丝架上,将丝头从丝筒下方穿过,从丝筒上方传出,依次通过2、3、4等导轮及档丝棒(需要从档丝棒里穿过),并注意需要与导电块接触,丝头固定在储丝筒左侧紧固螺钉处;
4.用左手扶住线切割钼丝盘,右手用摇把顺时针旋转储丝筒,当缠丝宽度达到8 mm左右时暂时停止缠丝;

5.调整左侧行程开关。松开左侧限位块上的紧固螺钉,移动限位块至接近左侧行程开关的中心位置后固定限位块;
6.继续线切割上丝,缠丝至右侧紧固螺钉30mm左右处停止缠丝,将线切割钼丝剪断,丝头固定在储丝筒右侧紧固螺钉处;
7.调整右侧行程开关。将丝筒逆时针旋转8mm左右处,松开右侧限位块上的紧固螺钉,移动限位块至接近右侧行程开关的中心位置后固定限位块。
以上操作步骤完成后我们要进行的另一项工作是进行线切割紧丝。新装上去的线切割钼丝,要经过紧丝操作,才能投入工作。
1.打开机床运丝开关,丝筒向右运行,运行至左侧换向位置,运丝停;
2.手持紧丝轮靠在线切割钼丝上,加适当张力。继续运丝,运行至右侧换向位置时,运丝停;
3.用摇把顺时针向右手动运丝8mm左右至右侧紧定螺钉处,紧丝轮移开,松开紧定
螺钉,将丝头收紧后重新装回储丝筒右侧紧定螺钉处;
4.线切割钼丝运行平稳,松紧适度时结束紧丝。
待到线切割钼丝上丝完毕,且进行线切割紧丝工作后,最后一步就是进行线切割穿丝了,具体步骤如下:
1.自动运丝至右侧极限位置后停止运丝,手动顺时针旋转丝筒至右侧紧定螺钉处,松开丝筒右侧丝头紧定螺钉,拉动线切割钼丝头,从丝筒下方依次通过4、3、2导轮及档丝棒(需要从档丝棒里穿过),并注意需要与导电块接触,丝头从丝筒上绕过固定在储丝筒右侧紧固螺钉处;
2.开机工作前,手动摇把逆时针旋转丝筒8mm左右处后开机工作。
朋友们在进行线切割穿丝的时候要注意啦!穿丝中要注意控制左右行程开关,使储丝筒左右往返换向时,储丝筒左右二端留有3~5 mm的余量。线切割穿丝完成后要注意线切割钼丝是否穿过档丝棒、位于导轮中心及是否与导电块接触。
1.要将线切割钼丝装入导轮的槽内,并与导电块接触良好。并防止线切割钼丝滑入导轮或导电块旁边的缝隙里;
2.操作过程中,要沿绕丝方向拉紧线切割钼丝,避免线切割钼丝松脱造成乱丝。

以上便是济南速必得小编为大家整理线切割上丝紧丝穿丝步骤详解,千里之行,始于足下,相当手艺精湛的线切割老师傅,就从做好线切割上丝紧丝穿丝做起吧。
济南速必得,让每一个客户都能以经销商价格拿货。购买优质实惠线切割乳化膏与钼丝,就去我公司淘宝官方自营店——济南速必得!
如果您对济南速必得线切割乳化膏、速必得线切割钼丝有所需求,希望了解线切割行业热点信息,并寻求线切割问题解决方案的话,就请关注济南速必得官网http://www.jnspeed.com或者关注我们速必得官方微信公众号哦~~
.jpg)
|
 |
官方淘宝
|
官方淘宝


